ADXL345 V2.0¶
产品简介¶
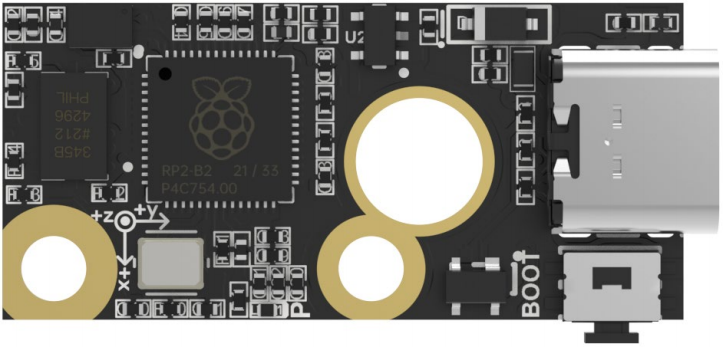
BIGTREETECH ADXL345 V2.0 是必趣创新科技(深圳)有限公司 3D 打印团队针对打印机共振补偿设计的模块,可以通过 USB 进行通讯,大大简化接线。
功能亮点¶
- 主板预留 BOOT 按键,方便用户更新固件。
- 预留接口焊盘,方便客户 DIY 焊线。
- USB 口增设 ESD 保护芯片,防止主控被 USB 口静电击穿。
规格¶
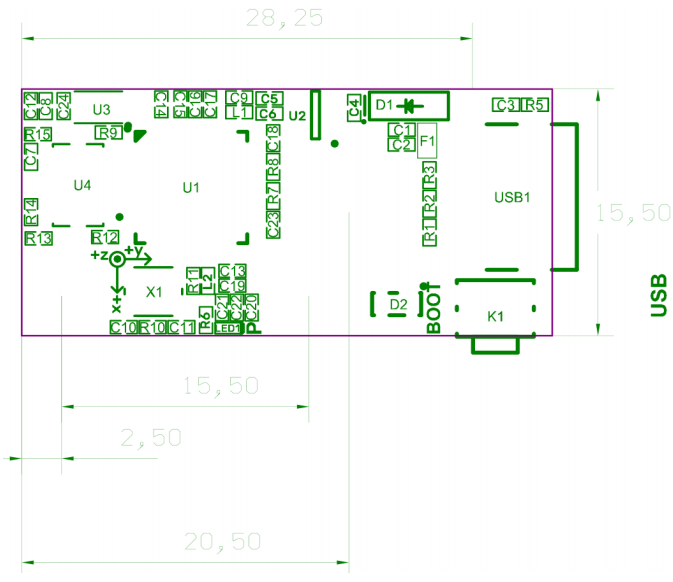
| 外观尺寸 | 33.25 x 15.5mm |
|---|---|
| 安装尺寸 | 详情请参考:BIGTREETECH ADXL345 V2.0-SIZE.pdf |
| 微处理器 | RP2040 Dual ARM Cortex-M0+ @ 133MHz |
| 输入电压 | DC 5V |
| 逻辑电压 | DC 3.3V |
| 与 PC 端通讯方式 | USB2.0 |
| 传感器 | ADXL345 |
| 传感器通讯方式 | 4Line SPI |
| 分辨率 | Up to 3.9mg/LSB. |
| 输出数据速率 | 0.1-3200Hz |
| 传感器工作温度范围 | -40℃ to +85℃ |
固件支持¶
此产品当前仅支持 Klipper 固件
产品尺寸¶
外设接口¶
Pin 脚说明¶

接口介绍¶
与 BTT Pi V1.2 的连接(Type-C)

与 MANTA M8P 的连接(Type-C)

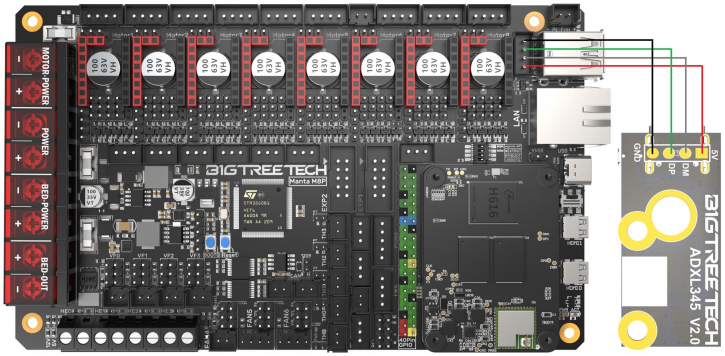
与 MANTA M8P 的连接(焊接线)
Klipper 固件¶
编译 Klipper 固件¶
1.SSH 连接到 CB1/树莓派后,在命令行输入:
cd ~/klipper/
make menuconfig
使用下面的配置编译固件(如果没有下列选项,请更新 Klipper 固件源码到最新版本);
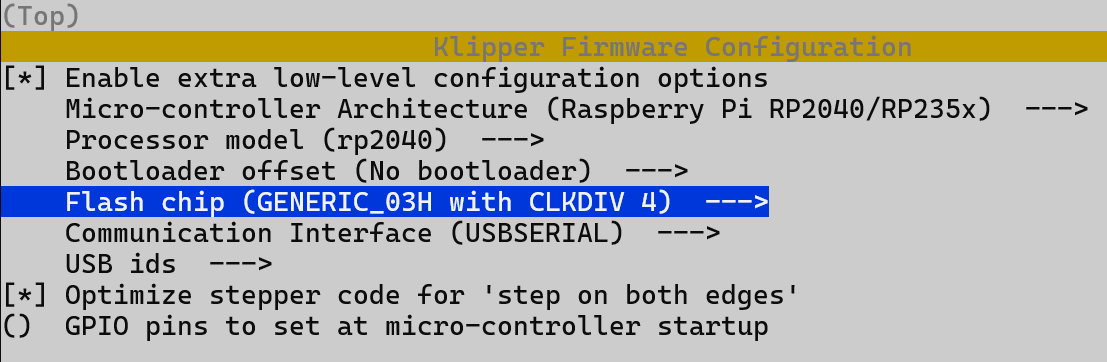
[*] Enable extra low-level configuration options
Micro-controller Architecture (Raspberry Pi RP2040/RP235x) --->
Processor model (rp2040) --->
Bootloader offset (No bootloader) --->
Flash chip (GENERIC_03H with CLKDIV 4) --->
Communication Interface (USBSERIAL) --->
2.配置选择完成后, 输入 ‘q’退出配置界面,当询问是否保存配置时选择“Yes”;
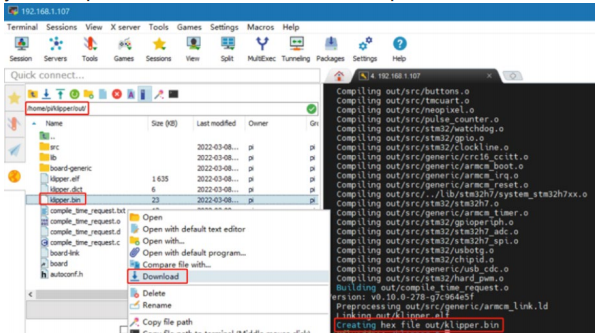
3.输入 make 编译固件,当 make 执行完成后会在 home/pi/klipper/out 文件夹中生成我们所需要的‘klipper.bin’固件,在 SSH 软件左侧可以直接下载到电脑中
通过 DFU 进行固件更新¶
树莓派或 CB1 通过 DFU 更新
- 请按住 Boot 按钮,然后使用 Type-C 线连接至树莓派/CB1,此时芯片进入 DFU 模式
- 在 SSH 终端命令行中输入 lsusb 查询 DFU 设备 ID

3.输入
跳转到 klipper 目录下,输入
开始烧录固件(注意:将 2e8a:0003 更换为上一步中查询到的实际的设备 ID)
4.固件烧录完成后,输入
查询设备的 Serial ID(只有通过 USB 通信的方式才会有此 ID,CANBus 方式忽略此步骤)。
5.第一次烧录完成之后,再次更新时无需手动按 Boot按钮进入 DFU 模式,可以直接输入
烧录固件(注意:将/dev/serial/by-id/xxx 更换为上一步中查询到的实际的ID)。
配置 Klipper¶
- 在 GitHub 下载“sample-bigtreetech-adxl345-v2.0.cfg”配置文件:
https://github.com/bigtreetech/ADXL345
2.将主板的配置文件上传到 Configuration Files 中;

3.并在“printer.cfg”文件中添加此主板的配置
[include sample-bigtreetech-adxl345-v2.0.cfg]
4.将配置文件中的 ID 号修改为主板实际的 ID(USB serial)
5.按照下方链接的说明配置模块的功能:
https://www.klipper3d.org/Config_Reference.html#adxl345
其中 axes_map 参数需要根据模块安装的方向与打印机的运动方向设置。第一个参数代表打印机 x 轴向正方向移动时加速度计模块对应的轴的方向(模块上的丝印可以看到模块的各个轴方向),第二个参数代表 y 轴向正方向移动时加速度计的方向。
6.配置、安装完成并且成功连接到打印机后,就可以开始共振补偿测试了,可以参考下方链接中的说明开始测试:
https://www.klipper3d.org/G-Codes.html#shaper_calibrate
在 Mainsail 的 Console 中输入以下命令开始 X 轴校准:
SHAPER_CALIBRATE AXIS=X
输入以下命令开始 Y 轴校准:
SHAPER_CALIBRATE AXIS=Y
校准完成后,按照提示输入 SAVE_CONFIG 保存校准参数
注意:共振补偿测试完之后,模块可以拆除,需要同步在“printer.cfg”文件中屏蔽模块的配置,否则打印机找不到模块会无法启动,在模块的配置文件名前添加“#”来屏蔽模块。
# [include sample-bigtreetech-adxl345-v2.0.cfg]
装配方式¶
注意:安装时候避免暴力拧螺丝,防止损坏板子元器件。
已 voron 作为示范:
安装方式一:
双孔位所在 voron 头侧边支架(与官方孔距相匹配)

安装方式二:
使用螺丝,如图示穿过 pcba 与垫片所在加热块上
